これに気づいたのは長方形の板を2枚切り出して、裏面を合わせて張り合わせたら
微妙というか明らかにずれている。すなわち長方形でなく菱形になっている。
最初は、板の押さえが悪かったのかな?加工中にずれてしまったのかな?
程度に思っていたが、それが2、3度続くと直角が出てないことの確信につながりました。
スピーカBOXなどの製作なら、まだ板の張り合わせに隙間ができても、接着剤を
流し込めばなんとかなりますが、アクリル加工やアルミなどのでの加工ではそうはいきません。
いまのところ、そういった材料では一枚モノの加工しかしていないので、特段トラブルはでていませんが、
なんとかしなくてはなりません。それにスピーカの作成でも、直角がきちんと出ているに越したことはありません。
どのくらいずれているの?
まずは、直角からどのくらいずれているかを測定です。
下のような図で、2枚の板に同時に穴をあけて、一枚の板を裏返してあわせたときに
右側の穴がどのくらいずれているかを測定します。ちなみに、なぜ穴の直径が3.175mmかというと
エンドミルの直径が3.175mm(ちょうど1/8inch)なので、差し込むピンとしてつかうためです。
こんな形で板に穴をあけて、左側にピンで位置あわせして、右側の穴のずれを測定です。
なんと!
測定結果はX軸が170mm離れたところで、穴の位置に2.608mmの差ができています。
すなわち、その半分がずれ量で100mmあたりに換算すると、なんと0.767mmもずれていることになります。
こりゃ工具の類にすれば、ありえないエラーです。まあ、それにしばらく気づかなかったくらいなので、
文句はいえませんが・・・。
結構大きなエラーがあるものです。100mm換算で0.767mmもずれます。
どうする?
いちばんいいのは、機械的な直角度を修正することで、なんとかX軸を0.767/100だけ傾けるような調整が
できればベストです。でも、CNCの色々なネジを緩めてみましたが、どこもほとんど遊びがなくて、どうにもなりません。
そりゃそうだよね。この手の機械が安価でできるということは、無調整で組み立てるように設計しているはずです。
調整する場所を作れば、調整のためにコストがかかるだろうし、反対にそんな調整の場所をつくってしまえば、
もっとエラーの大きなものが出荷されることになるでしょう。
逆に、この程度のエラーは我慢しろ!ということなのかなあ〜。まあ、もともとの用途が木工ルータですから・・・・。

調整するところがない?
色々と考えてみる・・・・・・
対策を色々と考えてみます。
1)Gコードの補正ソフトをつくる
CNCの動作コードとなるGコードを読み込んで、位置を補正したGコードを吐き出すソフトを作成するのが第1案。
でも、Gコードのコマンドを解釈するソフトをつくるのは、結構大変そうです。それに、いちいち変換ソフトを通す作業も面倒・・・・
2)模擬パルスを入れるハードをつくる?
X軸を動かすパルスをカウントして130パルス毎にY軸に追加の1パルスを追加するハードを作ってはどうか?
これならばCNCをジョグダイヤルで動かすときにも、補正ができるしいいかもしれません。
でも、PCとCNCの間に色々をハードを追加するのも、かなり面倒・・・・・
3)精度の高いCNCを買う?
無理無理・・・・。
万策尽きた?ん?
ひょっとして、CNCの制御ソフトであるMACH3に直角を補正機能があるかもしれません。
そりゃ、こういったトラブルは全世界で発生しているはずです(ホント?
でもネットで色々と調べましたが、ほとんどセットアップや使い方に関するものばかりで該当する情報にヒットできません。
他のところにあるCNCの直角って問題ないのかな〜。私のだけがはずれなのかな〜。
とりあえず、MACHのソフトの機能を片っ端から調べてみましょう。
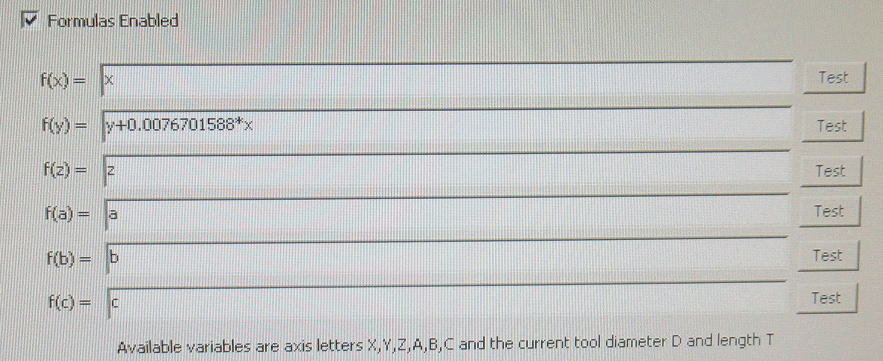
見つけた!Formulasだ!